咨詢服務熱線 0710-7869688



News
 熱門推薦
熱門推薦
 爐襯修補料
爐襯修補料
 爐襯修補料批發
爐襯修補料批發
 鐵水包澆注料
鐵水包澆注料
 高性能防渣涂抹料
高性能防渣涂抹料
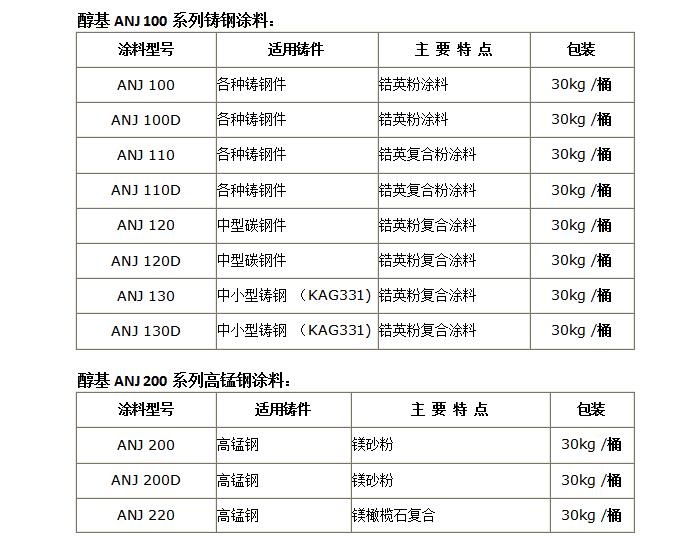 安耐捷涂料系列
安耐捷涂料系列
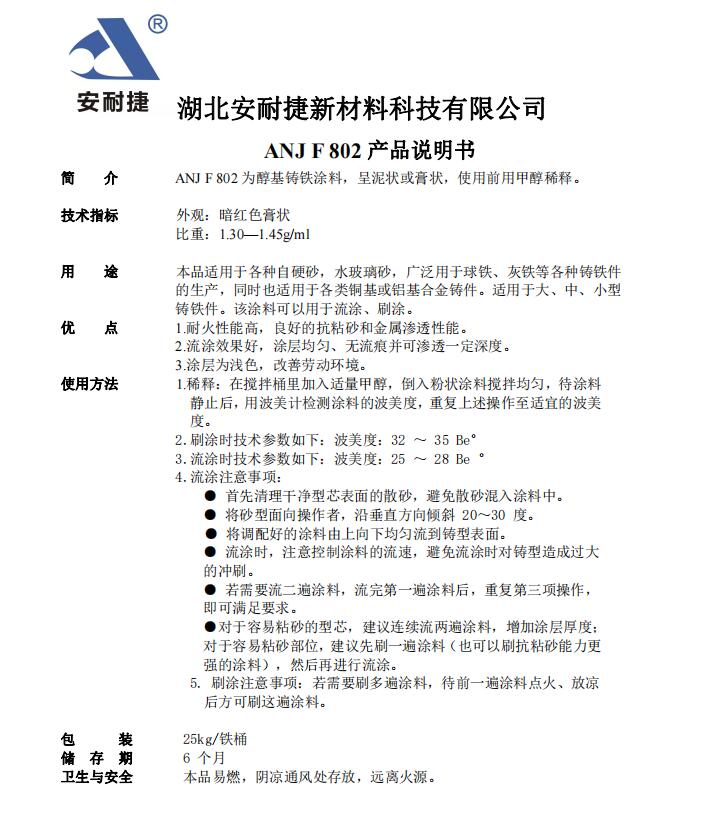 久久成人精品:產品說明ANJ F 802
久久成人精品:產品說明ANJ F 802
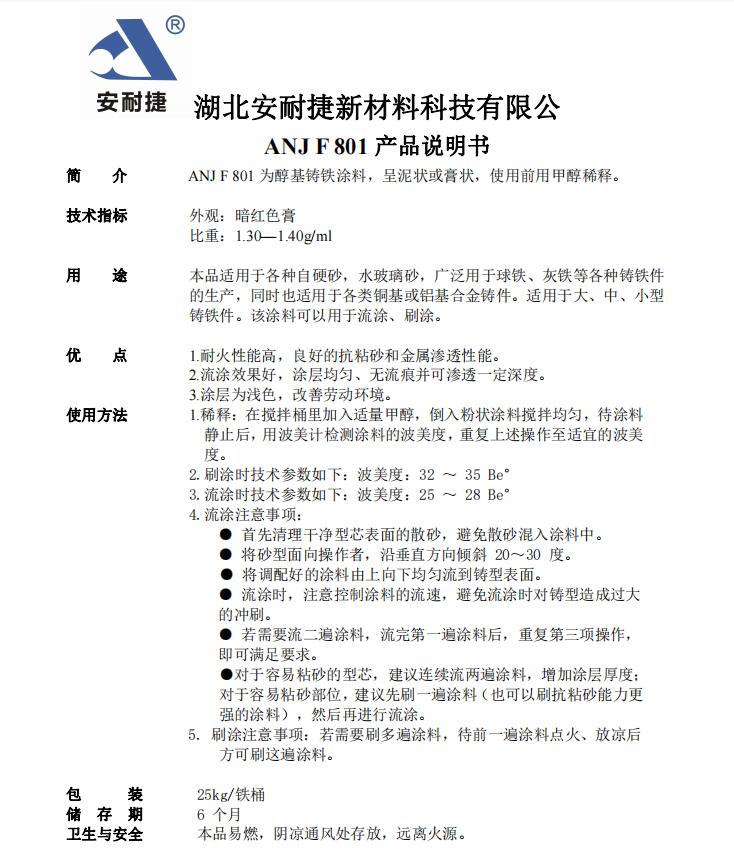 久久成人精品:產品說明ANJ F 801
久久成人精品:產品說明ANJ F 801
 久久成人精品:ANJ產品說明書330
久久成人精品:ANJ產品說明書330
 久久成人精品:ANJ產品說明書320
久久成人精品:ANJ產品說明書320
 久久成人精品:ANJ產品說明書310
久久成人精品:ANJ產品說明書310
 久久成人精品:ANJ產品說明書300
久久成人精品:ANJ產品說明書300
 久久成人精品:ANJ產品說明書130
久久成人精品:ANJ產品說明書130
 久久成人精品:ANJ產品說明書120
久久成人精品:ANJ產品說明書120
 久久成人精品:ANJ產品說明F 203S
久久成人精品:ANJ產品說明F 203S
 久久成人精品:ANJ產品說明802
久久成人精品:ANJ產品說明802
 久久成人精品:ANJ產品說明801
久久成人精品:ANJ產品說明801
 久久成人精品:ANJ產品說明800
久久成人精品:ANJ產品說明800
 久久成人精品:ANJ產品說明220
久久成人精品:ANJ產品說明220
 久久成人精品:ANJ產品說明202S
久久成人精品:ANJ產品說明202S
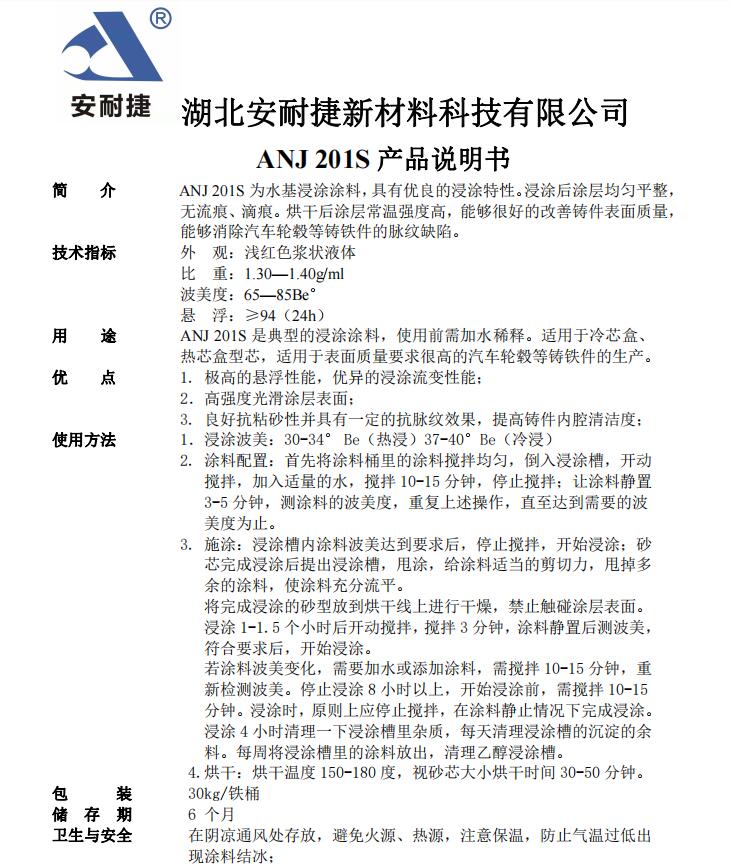 久久成人精品:ANJ產品說明201S
久久成人精品:ANJ產品說明201S
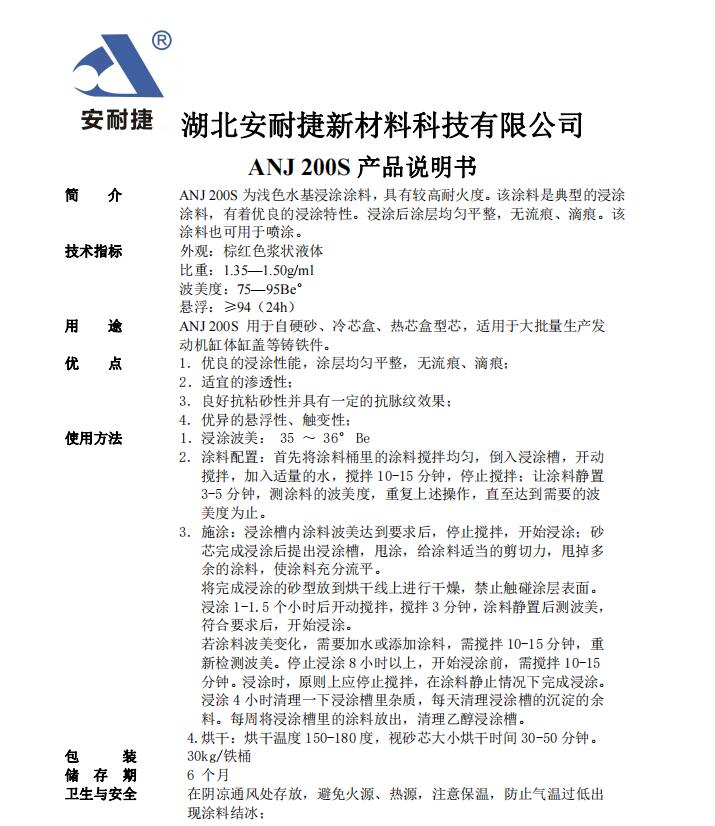 久久成人精品:ANJ產品說明200S
久久成人精品:ANJ產品說明200S
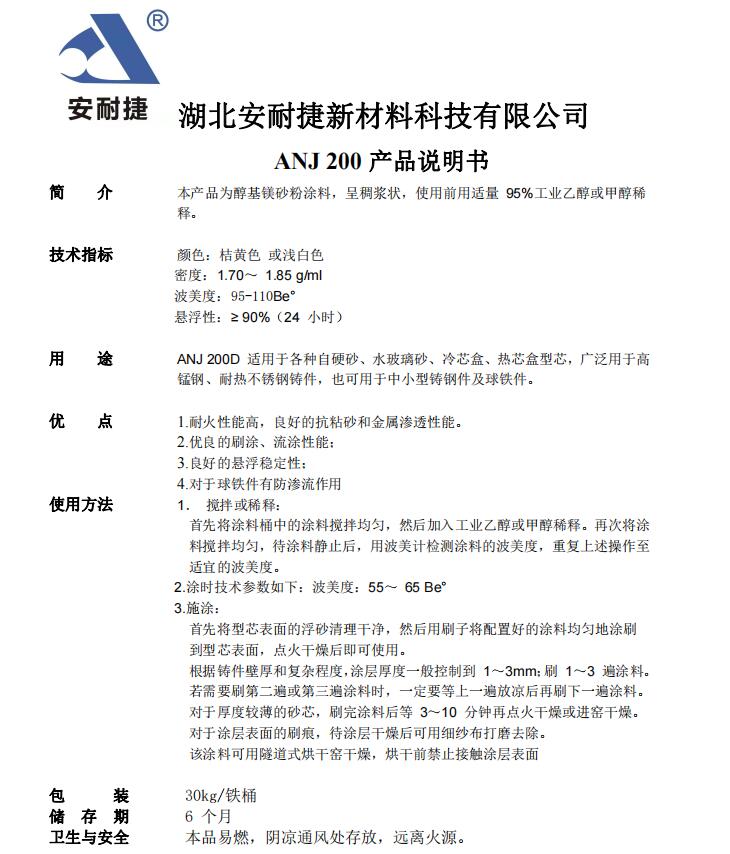 久久成人精品:ANJ產品說明200
久久成人精品:ANJ產品說明200
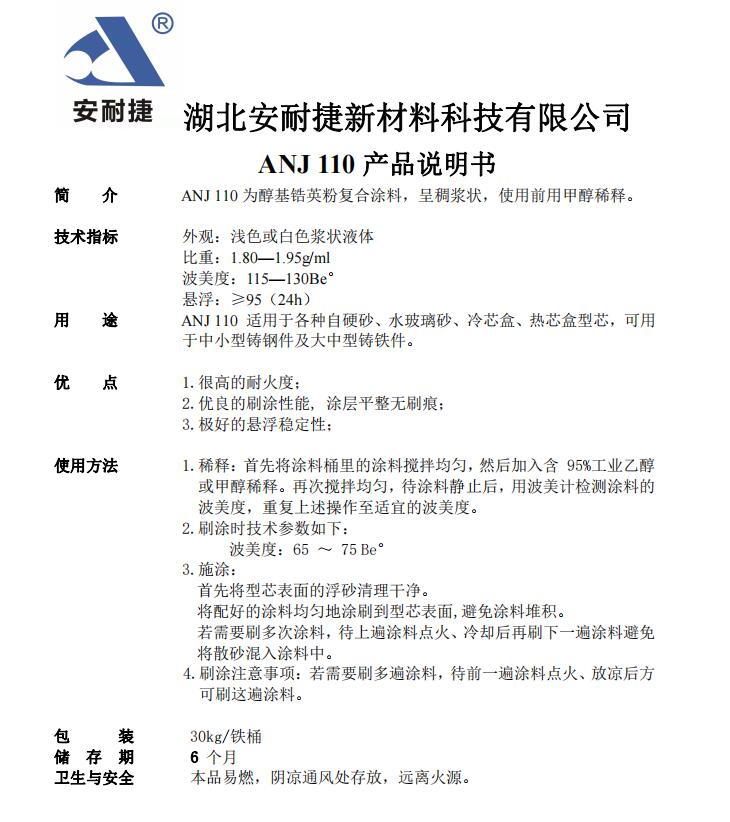 久久成人精品:ANJ產品說明110
久久成人精品:ANJ產品說明110
 久久成人精品:ANJ產品說明101S
久久成人精品:ANJ產品說明101S
 久久成人精品:ANJ產品說明100S
久久成人精品:ANJ產品說明100S
 久久成人精品:ANJ產品說明100
久久成人精品:ANJ產品說明100
 久久成人精品:安耐捷F-200G高發熱冒口產品說明
久久成人精品:安耐捷F-200G高發熱冒口產品說明
 久久成人精品:ANJF-909發熱冒口覆蓋劑說明書
久久成人精品:ANJF-909發熱冒口覆蓋劑說明書
 久久成人精品:ANJF-400D冒口說明書
久久成人精品:ANJF-400D冒口說明書
 久久成人精品:ANJF-300B發熱保溫板
久久成人精品:ANJF-300B發熱保溫板
 久久成人精品:ANJF-200X說明書
久久成人精品:ANJF-200X說明書
 久久成人精品:ANJF-100B冒口說明書
久久成人精品:ANJF-100B冒口說明書
 安耐捷冒口介紹
安耐捷冒口介紹
 安耐捷冒口名稱
安耐捷冒口名稱
 涂料系列
涂料系列
 冒口系列
冒口系列
 久久成人精品:安耐捷F-EGP系列冒口易割片
久久成人精品:安耐捷F-EGP系列冒口易割片
 久久成人精品:鑄造用ANJ-F系列高效發熱冒口應用技術
久久成人精品:鑄造用ANJ-F系列高效發熱冒口應用技術
 耐火涂料
耐火涂料
 久久成人精品:廣東煉鋼電爐爐料如何選擇
久久成人精品:廣東煉鋼電爐爐料如何選擇
 久久成人精品:湖北武漢襄陽耐火材料
久久成人精品:湖北武漢襄陽耐火材料
 久久成人精品:溫州打爐料坩堝解決方案
久久成人精品:溫州打爐料坩堝解決方案
 成型坩鍋
成型坩鍋
 中性爐襯材料
中性爐襯材料
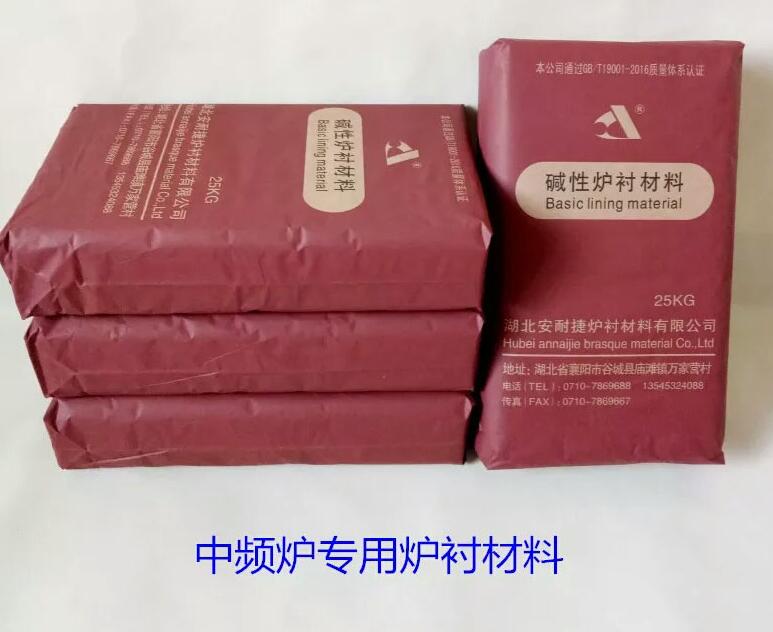
 堿性爐襯材料
堿性爐襯材料
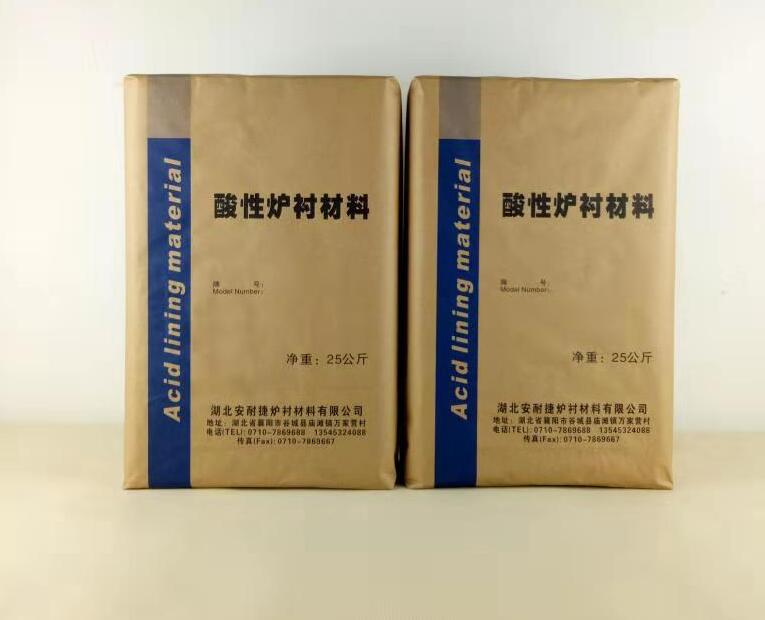
 久久成人精品:酸性爐襯材料F系列
久久成人精品:酸性爐襯材料F系列
 線圈膠泥
線圈膠泥
 無碳鋼包耐火材料
無碳鋼包耐火材料
 中性爐襯材料廠家
中性爐襯材料廠家
 中性爐襯材料批發
中性爐襯材料批發
 中性爐襯材料報價
中性爐襯材料報價
 中性爐襯材料銷售
中性爐襯材料銷售
 中性爐襯材料生產
中性爐襯材料生產
 線圈膠泥廠家
線圈膠泥廠家
 久久成人精品:酸性爐襯材料A系列
久久成人精品:酸性爐襯材料A系列
 久久成人精品:酸性爐襯材料R系列
久久成人精品:酸性爐襯材料R系列
 久久成人精品:酸性爐襯材料G系列
久久成人精品:酸性爐襯材料G系列
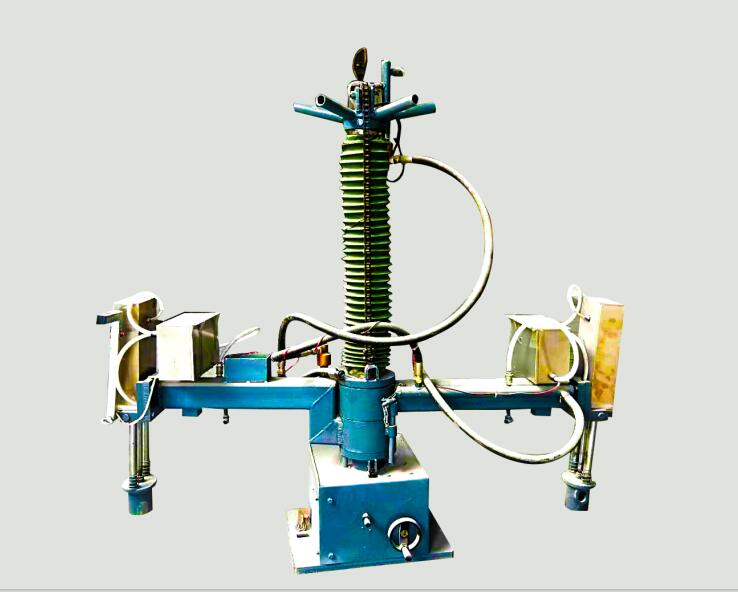 氣動振動筑爐機
氣動振動筑爐機
 澆注料
澆注料
 堿性爐襯材料廠家
堿性爐襯材料廠家
 高性能修補料
高性能修補料
 搗打料價格
搗打料價格
 鐵水包澆注料
鐵水包澆注料
 搗 打 料
搗 打 料
 澆注料廠家
澆注料廠家
 透熱爐料
透熱爐料
 久久成人精品:酸性爐襯材料2系列
久久成人精品:酸性爐襯材料2系列
 搗打料廠家
搗打料廠家
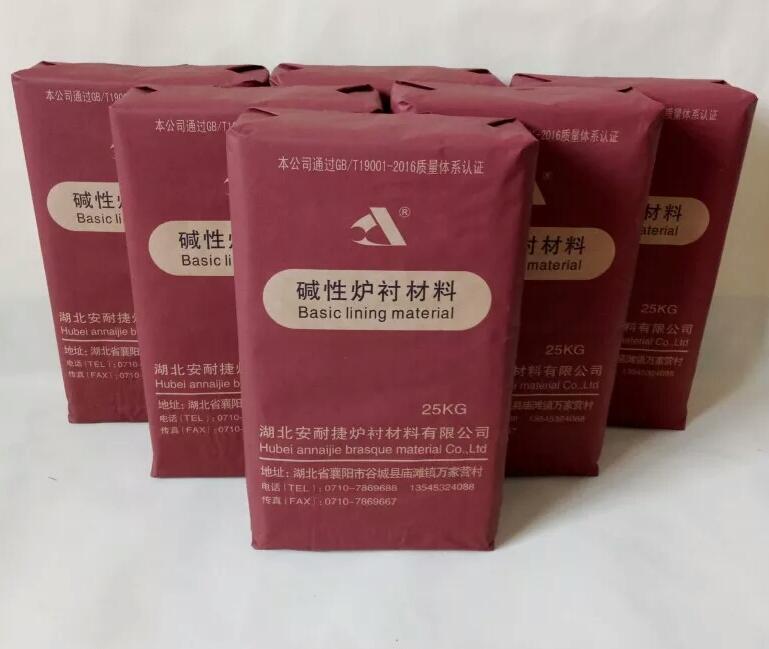 堿性爐襯材料批發
堿性爐襯材料批發
 堿性爐襯材料報價
堿性爐襯材料報價
 久久成人精品:酸性爐襯材料3系列
久久成人精品:酸性爐襯材料3系列
 久久成人精品:酸性爐襯材料D系列
久久成人精品:酸性爐襯材料D系列
 電動筑爐機
電動筑爐機
 中性爐襯材料價格
中性爐襯材料價格
 久久成人精品:中性爐襯材料烤爐工藝
久久成人精品:中性爐襯材料烤爐工藝
 久久成人精品:中性爐襯材料烘爐工藝
久久成人精品:中性爐襯材料烘爐工藝
 久久成人精品:60噸中頻電爐工藝
久久成人精品:60噸中頻電爐工藝
 久久成人精品:45噸爐氣動筑爐烘爐工藝
久久成人精品:45噸爐氣動筑爐烘爐工藝
 久久成人精品:40噸爐氣動筑爐烘爐工藝
久久成人精品:40噸爐氣動筑爐烘爐工藝
 久久成人精品:10-15噸中頻爐氣動筑爐烘爐及維護工藝
久久成人精品:10-15噸中頻爐氣動筑爐烘爐及維護工藝
 久久成人精品:5噸中性料施工工藝
久久成人精品:5噸中性料施工工藝
 久久成人精品:3噸中性料施工工藝
久久成人精品:3噸中性料施工工藝
 久久成人精品:2噸中性料施工工藝
久久成人精品:2噸中性料施工工藝
 久久成人精品:1.5噸中性料施工工藝
久久成人精品:1.5噸中性料施工工藝
 久久成人精品:0.75噸中性料施工工藝
久久成人精品:0.75噸中性料施工工藝
 久久成人精品:中性爐襯材料LFS-983產品介紹
久久成人精品:中性爐襯材料LFS-983產品介紹
 久久成人精品:中性爐襯材料LFS-982產品介紹
久久成人精品:中性爐襯材料LFS-982產品介紹
 久久成人精品:中性爐襯材料LFS-885CR產品介紹
久久成人精品:中性爐襯材料LFS-885CR產品介紹
 久久成人精品:中性爐襯材料LFS-882A產品介紹
久久成人精品:中性爐襯材料LFS-882A產品介紹
 久久成人精品:中性爐襯材料C-90產品介紹
久久成人精品:中性爐襯材料C-90產品介紹
 中性爐襯材料
中性爐襯材料
 中性料檢驗報告
中性料檢驗報告
 久久成人精品:中性料C-75熔鋁產品介紹
久久成人精品:中性料C-75熔鋁產品介紹
 久久成人精品:8噸酸性料施工工藝
久久成人精品:8噸酸性料施工工藝
 久久成人精品:3噸酸性料施工工藝
久久成人精品:3噸酸性料施工工藝
 3噸酸性料工藝
3噸酸性料工藝
 2噸酸性料工藝
2噸酸性料工藝
 久久成人精品:1噸酸性料施工工藝
久久成人精品:1噸酸性料施工工藝
 久久成人精品:0.75噸酸性料施工工藝
久久成人精品:0.75噸酸性料施工工藝
 久久成人精品:0.5噸酸性料工藝
久久成人精品:0.5噸酸性料工藝


中(zhong)頻(pin)爐(lu)(lu)(lu)(lu)自開始試(shi)生(sheng)產以(yi)來,已(yi)經(jing)開始使用(yong)(yong)二個爐(lu)(lu)(lu)(lu)齡。通過一(yi)個爐(lu)(lu)(lu)(lu)齡使用(yong)(yong)情況及(ji)二個爐(lu)(lu)(lu)(lu)齡烘爐(lu)(lu)(lu)(lu)以(yi)及(ji)頭(tou)幾(ji)爐(lu)(lu)(lu)(lu)的生(sheng)產情況,結合爐(lu)(lu)(lu)(lu)襯供應(ying)廠(chang)家及(ji)國(guo)內其他一(yi)些(xie)廠(chang)家在使用(yong)(yong)中(zhong)性爐(lu)(lu)(lu)(lu)襯的經(jing)驗(yan),打爐(lu)(lu)(lu)(lu)料廠(chang)家總結以(yi)下幾(ji)點意(yi)見:
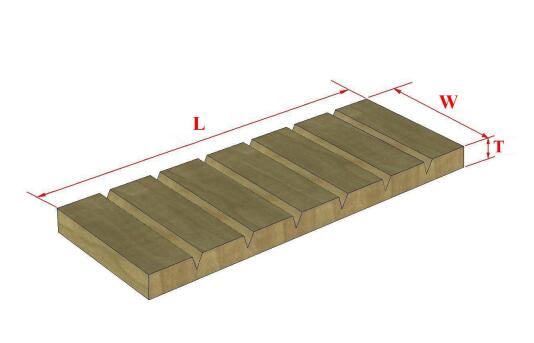
一(yi)、干式搗打料(liao)為(wei)氧(yang)化(hua)鋁凝膠作粘結(jie),由一(yi)定顆(ke)粒度(du)(du)配比的(de)剛玉、鎂砂、尖晶石混合的(de)粉(fen)狀(zhuang)爐襯(chen)材(cai)(cai)料(liao);材(cai)(cai)料(liao)特點是熔點較高(gao)(gao);燒(shao)結(jie)后耐壓較高(gao)(gao);燒(shao)結(jie)后形成燒(shao)結(jie)層、硬(ying)化(hua)層、松散(san)層;燒(shao)結(jie)溫度(du)(du)較高(gao)(gao)(1650℃);缺(que)點是爐襯(chen)需要在支撐下烘爐;對MnO、酸性(xing)渣耐侵(qin)蝕較差;爐料(liao)相容(rong)性(xing)較差,和(he)其(qi)他料(liao)之間易(yi)(yi)產生間隙,容(rong)易(yi)(yi)鉆進冷鋼。
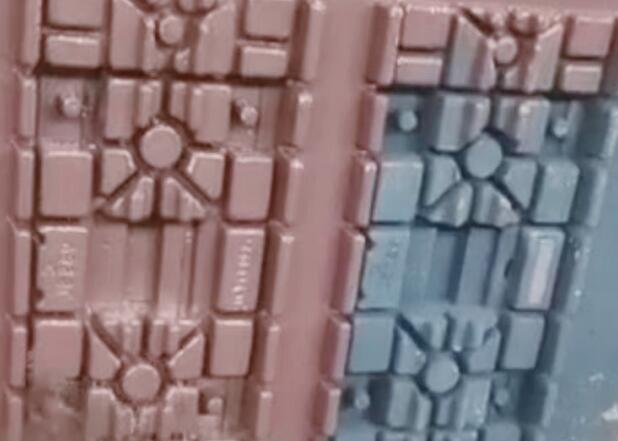
二、從目前(qian)使用(yong)情況(kuang)來看,干式(shi)搗打(da)料燒結后(hou),有10mm左右燒結層(ceng),30mm左右硬化(hua)層(ceng)。而從國內廠家使用(yong)情況(kuang)比較,我們使用(yong)時的燒結層(ceng)偏薄(國內一(yi)些廠家資料分析燒結層(ceng)在(zai)15-20mm,硬化(hua)層(ceng)在(zai)25-35mm)。分析原因:在(zai)高溫保溫時間短。

以上資料由打(da)爐(lu)料廠家提供
三、目前(qian)我們使用中出現幾種情況對(dui)我們爐襯材料消(xiao)耗(hao)及爐齡影響很大:
1.爐口(kou)上(shang)部(bu)無燒結層(ceng),烘(hong)爐后在離爐臺(tai)下150mm左右不燒結,導致(zhi)生產(chan)中(zhong),爐口(kou)上(shang)部(bu)破壞嚴重,修補量很大。
2.生產中使(shi)用(yong)大(da)料時(shi)急于進(jin)料,導(dao)致下料時(shi)大(da)料滾(gun)動刮擦(ca)爐(lu)墻。
3.壓料(liao)次(ci)數(shu)多,導致(zhi)對爐墻壓力增加。
4.對冷鋼,殘渣處理中使用(yong)強行手段導致爐(lu)口、爐(lu)墻損傷。
四、比較國內其他廠(chang)家(jia)使用(yong)中性爐襯材料(liao)情(qing)(qing)況及(ji)我們(men)使用(yong)情(qing)(qing)況,本人認為需(xu)要進行以(yi)下(xia)幾(ji)點改(gai)進:
1、烘(hong)(hong)(hong)爐(lu)(lu)爐(lu)(lu)料(liao)(liao)要(yao)(yao)(yao)(yao)一(yi)定要(yao)(yao)(yao)(yao)求,需(xu)要(yao)(yao)(yao)(yao)均(jun)勻(yun)中(zhong)小(xiao)料(liao)(liao),烘(hong)(hong)(hong)爐(lu)(lu)布料(liao)(liao)要(yao)(yao)(yao)(yao)撐住鋼(gang)鍋內膽;鋼(gang)鍋內膽在(zai)烘(hong)(hong)(hong)爐(lu)(lu)熔(rong)化(hua)前(qian)期要(yao)(yao)(yao)(yao)能(neng)(neng)保障爐(lu)(lu)料(liao)(liao)不(bu)松動,應采用8-10mm鋼(gang)板制(zhi)成。烘(hong)(hong)(hong)爐(lu)(lu)中(zhong)徒下料(liao)(liao)要(yao)(yao)(yao)(yao)能(neng)(neng)均(jun)勻(yun)填補空(kong)隙為好,不(bu)應使用棱角分明,較大的料(liao)(liao),以免下料(liao)(liao)時刮擦爐(lu)(lu)墻(qiang)。
2、烘爐開始逐步下料過(guo)程中要認真仔細(xi)看守,發(fa)現爐料和鋼鍋打火及時處理,應(ying)盡量使鋼鍋在鋼水到位前不熔化。
3、烘爐(lu)一爐(lu)盡量使鋼水位置接(jie)近(jin)爐(lu)口(kou)平臺,以利(li)(li)燒(shao)結(jie)層(ceng)優化,盡可能使上(shang)口(kou)爐(lu)墻(qiang)燒(shao)結(jie)層(ceng)形成,防止上(shang)口(kou)未燒(shao)結(jie)取(qu)掉殘余鋼鍋時掉沙。烘爐(lu)熔清(qing)后(hou)保溫溫度(du)時間要達到要求,以利(li)(li)增(zeng)加(jia)燒(shao)結(jie)層(ceng)厚度(du)。
打爐(lu)料廠家提醒您:盡(jin)量使用(yong)(yong)渣量較(jiao)少、比較(jiao)清潔(jie)廢鋼,渣量大時采用(yong)(yong)倒(dao)渣處理。在生(sheng)產使用(yong)(yong)Mn含量較(jiao)高鋼種時盡(jin)量減少浸泡時間。注意冷爐的供(gong)電曲線,以利裂(lie)縫彌合。修補時要(yao)精細,盡(jin)量使兩種料(liao)之間彌合。


 當前位置:
當前位置:
